PARTES DE UN TORNO PARALELO.
La función principal de un torno es suministrar un medio para hacer girar una pieza contra una herramienta de corte y, de esta manera, arrancar metal. Todos los tornos, sin importar su diseño o tamaño, son básicamente iguales y realizan tres funciones que consisten en proporcionar:
Un soporte para los accesorios del torno o la pieza.
Una manera de sostener y hacer girar la pieza.
Un medio para sostener y mover la herramienta de corte.
BANCADA: Es una pieza fundida pesada y hasta hecha para soportar las partes de trabajo del torno. En su parte superior están maquinadas las gulas con las que se dirigen y alinean las partes principales del mismo. Muchos tornos se fabrican con guías templadas de fragua y rectificadas con el fin de reducir el desgaste y mantener la precisión.

Observe que la bancada de este torno tiene guías planas y planas y prismáticas o en V.
CABEZAL
Está sujeto al lado izquierdo de la bancada. El husillo del cabezal, una flecha cilíndrica hueca apoyada en cojinetes, proporciona una transmisión del motor a los dispositivos para sostener la pieza. Para sostener e impulsar el trabajo, puede ajustarse un punto vivo y manguito, un plato plano o cualquier otro tipo de plato a la nariz del husillo. El punto vivo tiene una punta de 60° que suministra una superficie de cojinete para que la pieza gire entre los puntos.
Los tornos más modernos están equipados con engranes y el husillo a impulsado por una serie de ellos que m encuentran en el cabezal. Esta disposición permite obtener varias velocidades del husillo para ajustarse a tipos y tamaños diferentes de la pieza.
La palanca de inversión del avance puede colocarse en tres posiciones: la de arriba hace que la barra alimentadora y el tonillo principal de avance se muevan hacia adelante, la central es neutra y la de abajo invierte la dirección de movimiento de la barra y del tornillo.
CAJA DE ENGRANES DE CAMBIO RÁPIDO
Esta caja, la cual contiene varios engranes de tamaños diferentes, hace posible dar a la barra alimentadora y al tornillo principal de avance varias velocidades para las operaciones de torneado y de roscado. La barra alimentadora y el tornillo de avance constituyen la transmisión para el carro principal al embragar la palanca de avance automático o la palanca de tuerca dividida.
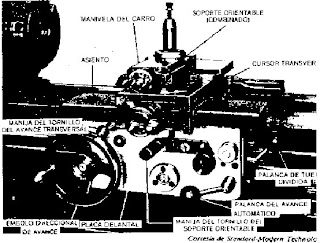
CARRO PRINCIPAL
CARRO PRINCIPAL
Soporta la herramienta de corte y se emplea para moverla a lo largo de la bancada en las operaciones de torneado. El carro consta de tres partes principales: el asiento, la palanca delantal y el cursor transversal.
El asiento, una pieza fundida con forma de H que se encuentra montada sobre la parte superior de las guías del torno, da soporte al carro transversal, el cual proporciona el movimiento transversal a la herramienta de corte. El soporte combinado (u orientable) se emplea para sostener la herramienta de corte y se le puede hacer girar hasta formar cualquier ángulo horizontal para realizar las operaciones de torneado cónico. El cursor transversal y el soporte combinado se mueven por medio de tornillos de avance. Cada uno de ellos tiene un tambor graduado para poder hacer ajustes exactos de las herramientas de corte.
La placa delantal está sujeta al asiento y aloja los mecanismos de avance, los cuales dan lugar a un avance automático del carro. Se utiliza la palanca de avance automático para embragar el avance deseado al carro. La manivela del carro puede hacerse girar a mano para que el carro se mueva a lo largo de la bancada. Esta manivela está conectada a un engrane que se acopla a una cremallera sujeta a la bancada. El émbolo direccional de avance puede colocarse en tres posiciones: en la posición adentro embraga el avance longitudinal del carro, la central o neutra se emplea en el roscado, para permitir el embrague de la palanca de tuerca dividida; la posición afuera sirve cuando se requiere un avance transversal automático.
CABEZA MÓVIL
Está formada por dos unidades. La mitad superior puede ajustarse sobre la base por medio de dos tornillos, a fin de alinear los puntos del cabezal móvil y del cabezal fijo cuando se va a realizar torneado cilíndrico. También pueden emplearse estos tornillos para descentrar el cabezal móvil con el fin de realizar torneado cilíndrico entre los puntos. El cabezal móvil puede fijarse en cualquier posición a lo largo de la bancada si se aprieta la palanca o tuerca de sujeción. Uno de los extremos del punto muerto es cónico para que pueda ajustarse al husillo del cabezal móvil, mientras que el otro extremo tiene una punta de 60° para dar un apoyo de cojinete al trabajo que se tornea entre los puntos. En el husillo de este cabezal también pueden sostenerse otras herramientas estándar de mango cónico, corno los escariadores y las brocas. Se emplea una palanca de sujeción del husillo, o manija de apriete, para mantener al husillo en una posición fija. La manivela mueve al husillo hacia adentro y hacia afuera de la pieza fundida que constituye el cabezal móvil: también puede emplearse para realizar avance manual en las operaciones de taladrado y escariado.
LOS CARROS.
CARRO LONGITUDINAL.
CARRO LONGITUDINAL.
El carro longitudinal es el cual tiene como desplazamiento la bancada, este carro nos proporciona el movimiento a través de un engrane con la cremallera y un tornillo sin fin, cuenta con un automático el cual es operado por medio de la barra colisa, este automático sirve para hacer la operación de roscado. El volante tiene una graduación para que uno mida la profundidad que se le da a los cortes
CARRO TRANSVERSAl
Este Carro cuenta con un movimiento transversal a eso debe su nombre, también tiene una manivela graduada, cuenta con el carro automático, y sobre él esta montado el carro auxiliar.
CARRO AUXILIAR. El carro auxiliar es el cual tiene la responsabilidad para realizar el tallado de los conos variando el ángulo de inclinación del mismo, este esta regulado por una placa graduada y para su fijación del carro cuenta por lo regular con 4 tornillos. Sobre este se encuentra la tortea portaherramientas
CARRO AUXILIAR. El carro auxiliar es el cual tiene la responsabilidad para realizar el tallado de los conos variando el ángulo de inclinación del mismo, este esta regulado por una placa graduada y para su fijación del carro cuenta por lo regular con 4 tornillos. Sobre este se encuentra la tortea portaherramientas

TORNOS ANTIGUOS
Con la posibilidad de poder cilindrar y dar forma a diversos utensilios, instrumentos y piezas ornamentales de madera y otros materiales, el hombre inventó y desarrolló el proceso de torneado.
El torno es una de las primeras máquinas inventadas remontándose su uso quizá al año 1000 y con certeza al 850 a. C. La imagen más antigua que se conserva de los primitivos tornos es un relieve hallado en la tumba de Petosiris, un sumo sacerdote egipcio que murió a fines del s. I. En 1250 nació el torno de pedal y pértiga flexible, que representó un gran avance sobre el accionado por arquillo, puesto que permitía dejar las manos del operario libres para manejar la herramienta. A comienzos del siglo XV se introdujo un sistema de transmisión por correa, que permitía usar el torno en rotación continua. A finales del siglo XV, Leonardo da Vinci trazó en su Códice Atlántico el boceto de varios tornos que no pudieron ser construidos entonces por falta de medios pero que sirvieron de orientación para futuros desarrollos.
Hacia 1480 el pedal fue combinado con un vástago y una biela. Con la aplicación de este mecanismo nació el torno de accionamiento continuo, lo que implicaba el uso de biela-manivela, que debía ser combinada con un volante de inercia para superar los puntos muertos.
Se inició el mecanizado de metales no férreos, como latón, cobre y bronce y, con la introducción de algunas mejoras, este torno se siguió utilizando durante varios siglos. En la primitiva estructura de madera se introdujeron elementos de fundición, tales como la rueda, los soportes del eje principal, contrapunto, apoyo de herramientas y, hacia el año 1586, el mandril [2] (una pieza metálica, cilíndrica, en donde se fija el objeto a tornear)
TORNOS MECÁNICOs
Con la posibilidad de poder cilindrar y dar forma a diversos utensilios, instrumentos y piezas ornamentales de madera y otros materiales, el hombre inventó y desarrolló el proceso de torneado.
El torno es una de las primeras máquinas inventadas remontándose su uso quizá al año 1000 y con certeza al 850 a. C. La imagen más antigua que se conserva de los primitivos tornos es un relieve hallado en la tumba de Petosiris, un sumo sacerdote egipcio que murió a fines del s. I. En 1250 nació el torno de pedal y pértiga flexible, que representó un gran avance sobre el accionado por arquillo, puesto que permitía dejar las manos del operario libres para manejar la herramienta. A comienzos del siglo XV se introdujo un sistema de transmisión por correa, que permitía usar el torno en rotación continua. A finales del siglo XV, Leonardo da Vinci trazó en su Códice Atlántico el boceto de varios tornos que no pudieron ser construidos entonces por falta de medios pero que sirvieron de orientación para futuros desarrollos.
Hacia 1480 el pedal fue combinado con un vástago y una biela. Con la aplicación de este mecanismo nació el torno de accionamiento continuo, lo que implicaba el uso de biela-manivela, que debía ser combinada con un volante de inercia para superar los puntos muertos.
Se inició el mecanizado de metales no férreos, como latón, cobre y bronce y, con la introducción de algunas mejoras, este torno se siguió utilizando durante varios siglos. En la primitiva estructura de madera se introdujeron elementos de fundición, tales como la rueda, los soportes del eje principal, contrapunto, apoyo de herramientas y, hacia el año 1586, el mandril [2] (una pieza metálica, cilíndrica, en donde se fija el objeto a tornear)
TORNOS MECÁNICOs
 TORNO PARALELO DE 1911
TORNO PARALELO DE 1911Al comenzar la Revolución Industrial en Inglaterra, durante el siglo XVII, se desarrollaron tornos capaces de dar forma a una pieza metálica. El desarrollo del torno pesado industrial para metales en el siglo XVIII hizo posible la producción en serie de piezas de precisión.
En la década de 1780 el inventor francés Jacques de Vaucanson construyó un torno industrial con un portaherramientas deslizante que se hacía avanzar mediante un tornillo manual. Hacia 1797 el inventor británico Henry Maudslay y el inventor estadounidense David Wilkinson mejoraron este torno conectando el portaherramientas deslizante con el 'husillo', que es la parte del torno que hace girar la pieza trabajada. Esta mejora permitió hacer avanzar la herramienta de corte a una velocidad constante. En 1820, el mecánico estadounidense Thomas Blanchard inventó un torno en el que una rueda palpadora seguía el contorno de un patrón para una caja de fusil y guiaba la herramienta cortante para tornear una caja idéntica al patrón, dando así inicio a lo que se conoce como torno copiador.
El torno revólver, desarrollado durante la década de 1840, incorpora un portaherramientas giratorio que soporta varias herramientas al mismo tiempo. En un torno revólver puede cambiarse de herramienta con sólo girar el portaherramientas y fijarlo en la posición deseada. Hacia finales del siglo XIX se desarrollaron tornos de revólver automáticos para cambiar las herramientas de forma automática. En 1833, Joseph Whitworth se instaló por su cuenta en Manchester. Sus diseños y realizaciones influyeron de manera fundamental en otros fabricantes de la época. En 1839 patentó un torno paralelo para cilindrar y roscar con bancada de guías planas y carro transversal automático, que tuvo una gran aceptación. Dos tornos que llevan incorporados elementos de sus patentes se conservan en la actualidad. Uno de ellos, construido en 1843, se conserva en el "Science Museum" de Londres. El otro, construido en 1850, se conserva en el "Birmingham Museum".
Fue J.G. Bodmer quien en 1839 tuvo la idea de construir tornos verticales. A finales del siglo XIX, este tipo de tornos eran fabricados en distintos tamaños y pesos. El diseño y patente en 1890 de la caja de Norton, incorporada a los tornos paralelos, dio solución al cambio manual de engranajes para fijar los pasos de las piezas a roscar.

MODERNO DE CONTROL NUMÉRICO.
El torno de control numérico es un ejemplo de automatización programable. Se diseñó para adaptar las variaciones en la configuración de los productos. Su principal aplicación se centra en volúmenes de producción medios de piezas sencillas y en volúmenes de producción medios y bajos de piezas complejas. Uno de los ejemplos más importantes de automatización programable es el control numérico en la fabricación de partes metálicas. El control numérico (CN) es una forma de automatización programable en la cual el equipo de procesado se controla a través de números, letras y otros símbolos. Estos números, letras y símbolos están codificados en un formato apropiado para definir un programa de instrucciones para desarrollar una tarea concreta. Cuando la tarea en cuestión cambia, se cambia el programa de instrucciones. La capacidad de cambiar el programa hace que el CN sea apropiado para volúmenes de producción bajos o medios, dado que es más fácil escribir nuevos programas que realizar cambios en los equipos de procesado.
El primer desarrollo en el área del control numérico lo realizó el inventor norteamericano John T. Parsons (Detroit 1913-2007), junto con su empleado Frank L. Stulen, en la década de 1940. El concepto de control numérico implicaba el uso de datos en un sistema de referencia para definir las superficies de contorno de las hélices de un helicóptero. La aplicación del control numérico abarca gran variedad de procesos. Se dividen las aplicaciones en dos categorías:
- Aplicaciones con máquina herramienta, tales como el taladrado, laminado, torneado, etc.
- Aplicaciones sin máquina herramienta, tales como el ensamblaje, trazado e inspección.
El principio de operación común de todas las aplicaciones del control numérico es el control de la posición relativa de una herramienta o elemento de procesado con respecto al objeto a procesar.
TIPOS DE TORNOS
- Aplicaciones con máquina herramienta, tales como el taladrado, laminado, torneado, etc.
- Aplicaciones sin máquina herramienta, tales como el ensamblaje, trazado e inspección.
El principio de operación común de todas las aplicaciones del control numérico es el control de la posición relativa de una herramienta o elemento de procesado con respecto al objeto a procesar.
TIPOS DE TORNOS
Actualmente se utilizan en las industrias de mecanizados los siguientes tipos de tornos que dependen de la cantidad de piezas a mecanizar por serie, de la complejidad de las piezas y de la envergadura de las piezas

CAJA DE VELOCIDADES Y AVANCES DE UN TORNO PARALELO
El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo de los tornos antiguos cuando se le fueron incorporando nuevos equipamientos que lograron convertirlo en una de las máquinas herramienta más importante que han existido. Sin embargo, en la actualidad este tipo de torno está quedando relegado a realizar tareas poco importantes, a utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar trabajos puntuales o especiales.
Para la fabricación en serie y de precisión han sido sustituidos por tornos copiadores, revólver, automáticos y de CNC. Para manejar bien estos tornos se requiere la pericia de profesionales muy bien calificados, ya que el manejo manual de sus carros puede ocasionar errores a menudo en la geometría de las piezas torneadas
TORNO COPIADOR
Para la fabricación en serie y de precisión han sido sustituidos por tornos copiadores, revólver, automáticos y de CNC. Para manejar bien estos tornos se requiere la pericia de profesionales muy bien calificados, ya que el manejo manual de sus carros puede ocasionar errores a menudo en la geometría de las piezas torneadas
TORNO COPIADOR

ESQUEMA FUNCIONAL DE TORNO COPIADOR
Se llama torno copiador a un tipo de torno que operando con un dispositivo hidráulico y electrónico permite el torneado de piezas de acuerdo a las
ESQUEMA FUNCIONAL DE TORNO COPIADOR
Se llama torno copiador a un tipo de torno que operando con un dispositivo hidráulico y electrónico permite el torneado de piezas de acuerdo a las escariando la parte interior mecanizada y a la vez se puede ir cilindrando, refrentando, ranurando, roscando y cortando con herramientas de torneado exterior.
La característica principal del torno revólver es que lleva un carro con una torreta giratoria de forma hexagonal que ataca frontalmente a la pieza que se quiere mecanizar. En la torreta se insertan las diferentes herramientas que realizan el mecanizado de la pieza. Cada una de estas herramientas está controlada con un tope de final de carrera. También dispone de un carro transversal, donde se colocan las herramientas de segar, perfilar, ranurar, etc.
También se pueden mecanizar piezas de forma individual, fijándolas a un plato de garras de accionamiento hidráulico. Este Torno es groso
TORNO AUTOMÁTICO
También se pueden mecanizar piezas de forma individual, fijándolas a un plato de garras de accionamiento hidráulico. Este Torno es groso
TORNO AUTOMÁTICO
Se llama torno automático a un tipo de torno cuyo proceso de trabajo está enteramente automatizado. La alimentación de la barra necesaria para cada pieza se hace también de forma automática, a partir de una barra larga que se inserta por un tubo que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico.
ESTOS TORNOS PUEDEN SER DE UN SOLO HUSILLO O DE VARIOS HUSILLOS:
Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas que requieran grandes series de producción.
ESTOS TORNOS PUEDEN SER DE UN SOLO HUSILLO O DE VARIOS HUSILLOS:
Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas que requieran grandes series de producción.
Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los tornos automáticos multihusillos donde de forma programada en cada husillo se va realizando una parte del mecanizado de la pieza. Como los husillos van cambiando de posición, el mecanizado final de la pieza resulta muy rápido porque todos los husillos mecanizan la misma pieza de forma simultánea.
La puesta a punto de estos tornos es muy laboriosa y por eso se utilizan principalmente para grandes series de producción. El movimiento de todas las herramientas está automatizado por un sistema de excéntricas y reguladores electrónicos que regulan el ciclo y los topes de final de carrera.
Un tipo de torno automático es el conocido como "tipo suizo", capaz de mecanizar piezas muy pequeñas con tolerancias muy estrechas.
TORNO VERTICAL
TORNO VERTICAL

El torno vertical es una variedad de torno diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal.
Los tornos verticales tienen el eje dispuesto verticalmente y el plato giratorio sobre un plano horizontal, lo que facilita el montaje de las piezas voluminosas y pesadas. Es pues el tamaño lo que identifica a estas máquinas, permitiendo el mecanizado integral de piezas de gran tamaño.
En los tornos verticales no se pueden mecanizar piezas que vayan fijadas entre puntos porque carecen de contrapunta. Debemos tener en cuenta que la contrapunta se utiliza cuando la pieza es alargada, ya que cuando la herramienta esta arrancado la viruta ejerce una fuerza que puede hacer que flexione el material en esa zona y quede inutilizado. Dado que en esta maquina se mecanizan piezas de gran tamaño su único punto de sujeción es el plato sobre el cual va apoyado. La manipulación de las piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos.
TORNO CNC

El torno CNC es un tipo de torno operado mediante control numérico por computadora. Se caracteriza por ser una máquina herramienta muy eficaz para mecanizar piezas de revolución. Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura funcional y porque la trayectoria de la herramienta de torneado es controlada a través del ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programador conocedor de la tecnología de mecanizado en torno. Es una máquina ideal para el trabajo en serie y mecanizado de piezas complejas.
EJE MOLETEADO
MOLETEADO
Roscado en torno paralelo
Roscado en el torno
Poleas torneadas
Ranurado
Esquema funcional de refrentado
Refrentado
REFRENTADO
Artículo principal
Esquema de torneado cilíndrico
Artículo principal: Cilindrado
Cilindrado
Operaciones de torneado
Movimientos de trabajo en la operación de torneado
LUNETAS
Motores
Contrapunto
Roscado
Carros
Cabezal Diámetro del agujero del husillo principal;
Capacidad Altura entre puntos
ESPECIFICACIONES TÉCNICAS DE LOS TORNOS
Herramienta de metal duro soldada.
Brocas de centraje de acero rápido
Herramientas de torneado
Plato y perno de arrastre
Plato de garras
Equipo auxiliar
EL TORNO TIENE CUATRO COMPONENTES PRINCIPALES:
EJE MOLETEADO
MOLETEADO
Roscado en torno paralelo
Roscado en el torno
Poleas torneadas
Ranurado
Esquema funcional de refrentado
Refrentado
REFRENTADO
Artículo principal
Esquema de torneado cilíndrico
Artículo principal: Cilindrado
Cilindrado
Operaciones de torneado
Movimientos de trabajo en la operación de torneado
LUNETAS
Motores
Contrapunto
Roscado
Carros
Cabezal Diámetro del agujero del husillo principal;
Capacidad Altura entre puntos
ESPECIFICACIONES TÉCNICAS DE LOS TORNOS
Herramienta de metal duro soldada.
Brocas de centraje de acero rápido
Herramientas de torneado
Plato y perno de arrastre
Plato de garras
Equipo auxiliar
EL TORNO TIENE CUATRO COMPONENTES PRINCIPALES:
Torno paralelo en funcionamiento
Estructura del torno
OTROS TIPOS DE TORNOS

PIEZAS DE AJEDREZ MECANIZADAS EN UN TORNO CNC.
Las herramientas van sujetas en un cabezal en número de seis u ocho mediante unos portaherramientas especialmente diseñados para cada máquina. Las herramientas entran en funcionamiento de forma programada, permitiendo a los carros horizontal y transversal trabajar de forma independiente y coordinada, con lo que es fácil mecanizar ejes cónicos o esféricos así como el mecanizado integral de piezas complejas.
La velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas y, por tanto, exentas de fallos imputables al operario de la máquina.[4]
OTROS TIPOS DE TORNOS
Además de los tornos empleados en la industria mecánica, también se utilizan tornos para trabajar la madera, la ornamentación con mármol o granito.
El nombre de "torno" se aplica también a otras máquinas rotatorias como por ejemplo el torno de alfarero o el torno dental. Estas máquinas tienen una aplicación y un principio de funcionamiento totalmente diferentes de las de los tornos descritos en este artículo.
ESTRUCTURA DEL TORNO
 EL TORNO TIENE CUATRO COMPONENTES PRINCIPALES:
EL TORNO TIENE CUATRO COMPONENTES PRINCIPALES:Bancada: sirve de soporte para las otras unidades del torno. En su parte superior lleva unas guías por las que se desplaza el cabezal móvil o contrapunto y el carro principal.
Cabezal fijo: contiene los engranajes o poleas que impulsan la pieza de trabajo y las unidades de avance. Incluye el motor, el husillo, el selector de velocidad, el selector de unidad de avance y el selector de sentido de avance. Además sirve para soporte y rotación de la pieza de trabajo que se apoya en el husillo.
Contrapunto: el contrapunto es el elemento que se utiliza para servir de apoyo y poder colocar las piezas que son torneadas entre puntos, así como otros elementos tales como porta broca o broca para hacer taladros en el centro de los ejes. Este contrapunto puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
Carros portaherramientas: consta del carro principal, que produce los movimientos de avance y profundidad de pasada y del carro transversal, que se desliza transversalmente sobre el carro principal. En los tornos paralelos hay además un carro superior orientable, formado a su vez por tres piezas: la base, el charriot y la porta herramientas. Su base está apoyada sobre una plataforma giratoria para orientarlo en cualquier dirección.

No hay comentarios:
Publicar un comentario