1) CLASIFICACIÓN SAE DE ACEROS
La inmensa variedad de aceros que pueden obtenerse por los distintos porcentajes de carbono y sus aleaciones con elementos como el cromo, níquel, molibdeno, vanadio, etc., ha provocado la necesidad de clasificar mediante nomenclaturas especiales, que difieren según la norma o casa que los produce para facilitar su conocimiento y designación.
La sae emplea, a tal fin, números compuestos de cuatro o cinco cifras, según los casos, cuyo ordenamiento caracteriza o individualiza un determinado acero.
El significado de dicho ordenamiento es el siguiente:
Primera cifra 1 caracteriza a los aceros al carbono
Primera cifra 2 caracteriza a los aceros al níquel
Primera cifra 3 caracteriza a los aceros al cromo-níquel
Primera cifra 4 caracteriza a los aceros al molibdeno
Primera cifra 5 caracteriza a los aceros al cromo
Primera cifra 6 caracteriza a los aceros al cromo-vanadio
Primera cifra 7 caracteriza a los aceros al tungsteno
Primera cifra 9 caracteriza a los aceros al silicio-manganeso
En los aceros simples (un solo elemento predominante), las dos últimas cifras establecen el porcentaje medio aproximado de C en centésimo del 1%, cuando el tenor del mismo no alcanza al 1%.- Por último, la cifra intermedia indica el porcentaje o, en forma convencional, el contenido preponderante de la aleación, tal el caso de los aceros al Cr-Ni, en los que la segunda cifra corresponde al % de Ni.
Mediante el número SAE, los aceros al carbono, de hasta 1% de C, pueden ser fácilmente identificados; así un SAE 1025 indica:
Primera cifra 1 acero al carbono
Segunda cifra 0 ningún otro elemento de aleación predominante
Ultimas cifras 25 0,25% de carbono medio aproximado de carbono
Acero SAE 1020:
Composición: 0.20%C; 0.60- 0.90%Mn; 0.04%máx. P; 0,05% máx. S.
Ataque: Picral (composición: ácido pícrico 4grs., etil o alcohol de metileno (95% o absoluto) 100ml). Aumento: 200X
Acero
La estructura recocida consiste en colonias de perlita (oscuro), en una matriz ferrítica (claro).
> Acero SAE 1080
Composición: 0.8%C; 0,6-0,9%Mn.
Ataque: Picral (composición: ácido pícrico 4grs., etil o alcohol de metileno (95% o absoluto) 100ml.) Aumento: 200X
Barra de acero, laminada en caliente, austenizada a 1049ºC por media hora y enfriada en el horno (27,7ºC por hora). La estructura es perlítica, con algo de cementita esferoidal.
> Acero SAE 1095
Composición: 0.95%C; 0.3-0.5%Mn.
Ataque: Picral (composición: ácido pícrico 4grs., etil o alcohol de metileno (95% o absoluto) 100ml.) Aumento: 200X
Acero laminado en frío y recocido a 727ºC por 30 hrs. La estructura que se observa es predominantemente perlítica (parecido a huellas digitales), con una red de cementita pro-eutectoide.
2) CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTAS.
Las máquinas-herramientas tienen la misión fundamental de dar forma a las piezas por arranque de material.
El arranque de material se realiza gracias a una fuerte presión de la herramienta sobre la superficie de la pieza, estando:
< Bien la pieza
< Bien la herramienta
< bien la pieza y la herramienta
Animadas de movimiento.
Según sea la naturaleza del movimiento de corte, las máquinas-herramientas se clasifican en:
• Máquinas-herramientas de movimiento circular.
• Con el movimiento de corte en la pieza: Torno paralelo, torno vertical,
• Con el movimiento de corte en la herramienta: Fresadora, taladradora,
Mandrinadora.
• Máquinas-herramientas de movimiento rectilíneo: Cepillo, mortajadora, brochadora
Las máquinas-herramientas de movimiento circular tienen una mayor aplicación en la industria debido a que su capacidad de arranque de material es superior a las máquinas con movimiento de corte rectilíneo y por tanto su rendimiento.
Lo mismo las máquinas de movimiento rectilíneo que las de movimiento circular se pueden “controlar”:
• Por un operario (máquinas manuales).
• Neumática, hidráulica o eléctricamente.
• Mecánicamente (por ej. Mediante levas).
• Por computadora (Control numérico: CN)
Elección de los aceros para herramientas:
En la mayoría de los casos nos encontramos con que son varios los tipos e incluso las familias de aceros que nos resolverían satisfactoriamente un determinado problema de herramientas, lo que hace que la selección se base en otros factores, tales como productividad prevista, facilidad de fabricación y costo. En última instancia es el costo de las herramientas por unidad de producto fabricado el que determina la selección de un determinado acero.
Los aceros de herramientas, además de utilizarse para la fabricación de elementos de máquinas, se emplean para la fabricación de útiles destinados a modificar la forma, tamaño y dimensiones de los materiales por arranque de viruta, cortadura, conformado, embutición, extrusión, laminación y choque.
De todo lo dicho se deduce que, en la mayoría de los casos, la dureza, tenacidad, resistencia al desgaste y dureza en caliente constituyen los factores más importantes a considerar en la elección de los aceros de herramientas. No obstante, en cada caso en particular hay que considerar también otros muchos factores, tales como la deformación máxima que puede admitirse en la herramienta; la descarburización superficial tolerable; la templabilidad o penetración de la dureza que se puede obtener; las condiciones en que tiene que efectuarse el tratamiento térmico, así como las temperaturas, atmósferas e instalaciones que requiere dicho tratamiento; y, finalmente, la maquinabilidad.
Clasificación:
WS. Acero de herramientas no aleado. 0.5 a 1.5% de contenido de carbón. Soportan sin deformación o pérdida de filo 250°C. También se les conoce como acero al carbono.
SS. Aceros de herramienta aleados con wolframio, cromo, vanadio, molibdeno y otros. Soporta hasta 600°C. También se les conoce como aceros rápidos.
HS. Metales duros aleados con cobalto, carburo de carbono, tungsteno, wolframio y molibdeno. Son pequeñas plaquitas que se unen a metales corrientes para que los soporten. Soportan hasta 900°C.
Diamante. Material natural que soporta hasta 1800°C. Se utiliza como punta de algunas barrenas o como polvo abrasivo.
Materiales cerámicos. Se aplica en herramientas de arcilla que soportan hasta 1500°C. Por lo regular se utilizan para terminados
Los aceros de herramientas más comúnmente utilizados han sido clasificados en seis grupos principales, y dentro de ellos en subgrupos, todos los cuales se identifican por una letra en la forma siguiente:
Aceros de temple al agua W
Aceros para trabajos en caliente H Aceros del tipo H
Aceros rápidos T Aceros al tungsteno
M Aceros al molibdeno
Aceros para usos especiales L Aceros de baja aleación
F Aceros al tungsteno
P Aceros para moldes
Aceros para trabajos de choque S
Aceros para trabajos en frío O Aceros de temple en aceite
A Aceros de media aleación temple aire
D Aceros altos en cromo y en carbono
Clasificación de los aceros aleados de acuerdo con su utilización
Aceros en los que tiene una gran importancia la templabilidad:
Aceros de gran resistencia
Aceros de cementación
Aceros de muelles
Aceros indeformables
Aceros de construcción:
Aceros de gran resistencia
Aceros de cementación
Aceros para muelles
Aceros de nitruracion
Aceros resistentes al desgaste
Aceros para imanes
Aceros para chapa magnetica
Aceros inoxidables y resistentes al calor
Aceros de herramientas:
Aceros rápidos
Aceros de corte no rápidos
Aceros indeformables
Aceros resistentes al desgaste
Aceros para trabajos de choque
Aceros inoxidables y resistentes al calor.
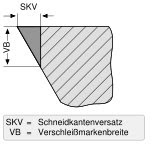
Desgaste
Es la degradación física (pérdida o ganancia de material, aparición de grietas, deformación plástica, cambios estrucuturales como transformación de fase o recristalización, fenómenos de corrosión, etc.) debido al movimiento entre la superficie de un material sólido y uno o varios elementos de contacto.[24] El desgaste sobre una superficie se puede cuantificar midiendo la pérdida de material según su desplazamiento relativo. Existen diferentes tipos de desgaste en dependencia de la situación encontrada. Varios modelos de desgaste incluyen adhesión, abrasión, fatiga y corrosión. El desgaste aumenta cuando existe presión y movimiento entre superficies. Esto es de gran importancia debido a que es un factor determinante en la vida y desempeño de las máquinas que están expuestas a este tipo de deterioro, pudiendo variar los costos de manera verdaderamente significativa. La región más sensible a las agresiones del entorno es la superficie de un material. En comparación con otras causas de deterioro de un material, los problemas que afectan a la superficie debido al desgaste requieren un consumo energético mínimo debido a que son sólo los átomos de unas pocas capas superficiales y los enlaces que los unen entre sí, los que deben hacer frente a las fuerzas del entorno. El desgaste metálico es un fenómeno al cual están expuestos los metales, y que involucran el desplazamiento y el arranque de partículas en la superficie del metal, el tema de desgaste es algo complicado de estudiar debido a su complejidad y el número de factores necesarios para describirlo (Lansdown and Price, 1986). Además del efecto que tiene la lubricación en el proceso de desgaste, existen también otros factores muy importantes. Entre los distintos factores se tienen los metalúrgicos, los cuales involucran la dureza, tenacidad, constitución, estructura y composición química. También se tienen los factores operacionales, tales como los materiales en contacto, el modo y tipo de carga, la velocidad, la temperatura, la rugosidad superficial y la distancia recorrida. Por otro lado,se encuentran los factores externos como lo es la corrosión (Lansdown and Price, 1986). Según Lansdown and Price (1986): En general el incremento de la dureza disminuye el desgaste en un metal, pero la relación entre estos dos fenómenos es compleja. En el desgaste abrasivo hay evidencias de que el valor del desgaste en metales comercialmente puros y aceros tratados térmicamente es inversamente proporcional a su dureza. Hay una tendencia general de que cuando se incrementa la carga, se incrementa también el valor del desgaste; se habla también de un punto crítico en la mayoría de los sistemas, en los que más allá de haber un aumento en el valor del desgaste mas bien ocurre primero un incremento de la carga. El valor del desgaste puede cambiar considerablemente con el cambio de la velocidad, pero no existe una relación general entre el desgaste y la velocidad. Un incremento en la velocidad puede conducir a un incremento o decremento del desgaste dependiendo del efecto de la temperatura en la superficie del material.
Normalización de las diferentes clases de acero
Llave de acero aleado para herramientas
Como existe una variedad muy grande de clases de acero diferentes que se pueden producir en función de los elementos aleantes que constituyan la aleación, se ha impuesto, en cada país, en cada fabricante de acero, y en muchos casos en los mayores consumidores de aceros, unas Normas que regulan la composición de los aceros y las prestaciones de los mismos.
Por ejemplo en España actualmente están regulados por la norma UNE-EN 10020:2001 y antiguamente estaban reguladas por la norma UNE-36010.[25]
Existen otras normas reguladoras del acero, como la clasificación de AISI (de hace 70 años, y de uso mucho más extenso internacionalmente), ASTM,[26] DIN, o la ISO 3506.
A modo de ejemplo se expone la clasificación regulada por la norma UNE-36010, que ya ha sido sustituida por la norma UNE-EN10020:2001, y están editadas por AENOR:
Norma UNE-36010
La norma española UNE-36010 es una normalización o clasificación de los aceros para que sea posible conocer las propiedades de los mismos. Esta Norma indica la cantidad mínima o máxima de cada componente y las propiedades mecánicas que tiene el acero resultante.
En España, el Instituto del Hierro y del Acero (IHA) creó esta norma que clasifica a los aceros en cinco series diferentes a las que identifica por un número. Cada serie de aceros se divide a su vez en grupos, que especifica las características técnicas de cada acero, matizando sus aplicaciones específicas. El grupo de un acero se designa con un número que acompaña a la serie a la
3) Mecanizado duro
En ocasiones especiales, el tratamiento térmico del acero puede llevarse a cabo antes del mecanizado en procesos de arranque de virutas, dependiendo del tipo de acero y los requerimientos que deben ser observados para determinada pieza. Con esto, se debe tomar en cuenta que las herramientas desgaste apresurado en su vida útil. Estas ocasiones peculiares, se pueden presentar cuando las tolerancias de fabricación son tan estrechas que no se permita la inducción de calor en tratamiento por llegar a alterar la geometría del trabajo, o también por causa de la misma composición del lote del material (por ejemplo, las piezas se están encogiendo mucho por ser tratadas). En ocasiones es preferible el mecanizado después del tratamiento térmico, ya que la estabilidad óptima del material ha sido alcanzada y, dependiendo de la composición y el tratamiento, el mismo proceso de mecanizado no es mucho más difícil.
EL MECANIZADO POR ARRANQUE DE MATERIAL.
Para que se produzca el corte de material, es necesarias para dichos trabajos deben ser muy fuertes por llegar a sufrir preciso que
- la herramienta y la pieza
- la herramienta
- la pieza
Estén dotados de unos
Movimientos de trabajo
Y de que estos movimientos de trabajo tengan una
Velocidad.
Los movimientos de trabajo necesarios para que se produzca el corte son:
.- Movimiento de corte
.- Movimiento de penetración
.-Movimiento de avance
Movimiento de corte (Mc): movimiento relativo entre la pieza y la herramienta.
Movimiento de penetración (Mp): es el movimiento que acerca la herramienta al material y regula su profundidad de penetración.
Movimiento de avance (Ma): es el movimiento mediante el cual se pone bajo la acción de la herramienta nuevo material a separar.
Los movimientos de trabajo en las distintas máquinas-herramientas convencionales son:
4) Herramientas de plaquitas de metal duro y cerámico
Herramientas de roscar y mandrinar.
Plaquita de tornear de metal duro.
Herramienta de torneado exterior plaquita de widia cambiable.
La calidad de las plaquitas de metal duro se selecciona teniendo en cuenta el material de la pieza, el tipo de aplicación y las condiciones de mecanizado.
La variedad de las formas de las plaquitas es grande y está normalizada. Asimismo la variedad de materiales de las herramientas modernas es considerable y está sujeta a un desarrollo continuo.[5]
Los principales materiales de herramientas para torneado son los que se muestran en la tabla siguiente.
Materiales | Símbolos |
Metales duros recubiertos | HC |
Metales duros | H |
Cermets | HT, HC |
Cerámicas | CA, CN, CC |
Nitruro de boro cúbico | BN |
Diamantes policristalinos | DP, HC |
La adecuación de los diferentes tipos de plaquitas según sea el material a mecanizar se indican a continuación y se clasifican según una Norma ISO/ANSI para indicar las aplicaciones en relación a la resistencia y la tenacidad que tienen.
Código de calidades de plaquitas |
Serie | ISO | Características |
Serie P | ISO 01, 10, 20, 30, 40, 50 | Ideales para el mecanizado de acero, acero fundido, y acero maleable de viruta larga. |
Serie M | ISO 10, 20, 30, 40 | Ideales para tornear acero inoxidable, ferrítico y martensítico, acero fundido, acero al manganeso, fundición aleada, fundición maleable y acero de fácil mecanización. |
Serie K | ISO 01, 10, 20, 30 | Ideal para el torneado de fundición gris, fundición en coquilla, y fundición maleable de viruta corta. |
Serie N | ISO 01, 10. 20, 30 | Ideal para el torneado de metales no-férreos |
Serie S |
| Pueden ser de base de níquel o de base de titanio. Ideales para el mecanizado de aleaciones termo resistentes y superaleaciones. |
Serie H | ISO 01, 10, 20, 30 | Ideal para el torneado de materiales endurecidos. |
Código de formatos de las plaquitas de metal duro
Como hay tanta variedad en las formas geométricas, tamaños y ángulos de corte, existe codificación normalizada compuesta de cuatro letras y seis números donde cada una de estas letras y números indica una característica determinada del tipo de plaquita correspondiente.
Ejemplo de código de plaquita: SNMG 160408 HC
Primera
letra | Forma
geométrica | C | Rómbica 80º | D | Rómbica 55º | L | Rectangular | R | Redonda | S | Cuadrada | T | Triangular | V | Rómbica 35º | W | Hexagonal 80º |
|
| Segunda
letra | Ángulo de
incidencia | A | 3º | B | 5º | C | 7º | D | 15º | E | 20º | F | 25º | G | 30º | N | 0º | P | 11º |
|
|
|
| Cuarta
letra | Tipo de sujeción | A | Agujero sin avellanar | G | Agujero con rompe virutas en dos caras | M | Agujero con rompe virutas en una cara | N | Sin agujero ni rompe virutas | W | Agujero avellanado en una cara | T | Agujero avellanado y rompe virutas en una cara | N | Sin agujero y con rompe virutas en una cara | X | No estándar |
|
Las dos primeras cifras indican en milímetros la longitud de la arista de corte de la plaquita.
Las dos cifras siguientes indican en milímetros el espesor de la plaquita.
Las dos últimas cifras indican en décimas de milímetro el radio de punta de la plaquita.
A este código general el fabricante de la plaqueta puede añadir dos letras para indicar la calidad de la plaqueta o el uso recomendado.
Cermets – Metal Duro.
Cermet: Cerámica y metal (partículas de cerámica en un aglomerante metálico). Se denominan así las herramientas de metal duro en las cuales las partículas duras son carburo de titanio (TiC) o carburo de nitruro de titanio (TiCN) o bien nitruro de titanio (TiN), en lugar del carburo de tungsteno (WC). En otras palabras los cermets son metales duros de origen en el titanio, en vez de carburo de tungsteno.
Algunas propiedades de los cermets son:
> Mayor tenacidad que los metales duros.
> Excelente para dar acabado superficial.
> Alta resistencia al desgaste en incidencia y craterización.
> Alta estabilidad química.
> Resistencia al calor.
> Mínima tendencia a formar filo por aportación.
> Alta resistencia al desgaste por oxidación.
> Mayor capacidad para trabajar a altas velocidades de corte.
Básicamente el cermet esta orientado a trabajos de acabado y semiacabado, por lo tanto en operaciones de desbaste y semidesbaste presenta las siguientes anomalías:
> Menor resistencia al desgaste a media nos y grandes avances.
> Menor tenacidad con cargas medias y grandes.
> Menor resistencia al desgaste por abrasión.
> Menor resistencia de la arista de corte a la melladura debido al desgaste mecánico.
> Menor resistencia a cargas intermitentes.
>Además no son adecuados para operaciones de perfilado.
Cerámicas.
Las herramientas cerámicas fueron desarrolladas inicialmente con el óxido de aluminio (Al2O3), pero eran muy frágiles, hoy en día con el desarrollo de nuevos materiales industriales y los nuevos procedimientos de fabricación con máquinas automáticas, han ampliado su campo de acción en el mecanizado de fundición, aceros duros y aleaciones termo-resistentes, ya que las herramientas de cerámica son duras, con elevada dureza en caliente, no reaccionan con los materiales de las piezas de trabajo y pueden mecanizar a elevadas velocidades de corte.
Existen dos tipos básicos de herramientas de cerámica:
> Basadas en el óxido de aluminio (Al2O3).
> Basadas en el nitruro de silicio (Si3N4).
Las herramientas cuya base es el óxido de aluminio se clasifican en tres criterios:
Criterio A1:
PURAS: La cerámica de óxido puro tiene relativamente baja resistencia, tenacidad y conductividad térmica, con lo cual los filos o aristas de corte son frágiles.
Estas herramientas han sido mejoradas con una pequeña adición de óxido de circonio, el cual se aumenta la tenacidad, la dureza, la densidad y la uniformidad en el tamaño del grano, la cerámica pura es blanca si se fabrica bajo presión en frío y gris si se prensa en caliente.
Criterio A2:
MIXTAS: Posee mayor resistencia a los choques térmicos, debido a la adición de una fase metálica que consiste en carburo de titanio y nitruro de titanio conteniendo un10% del total, se pueden añadir otros aditivos esta cerámica se prensa en caliente y posee un color oscuro.
Criterio A3:
REFORZADAS: Este es un desarrollo nuevo y se le conoce con el nombre de "cerámica reforzada whisker", porque incorpora en su fabricación pequeñas fibras de vidrio m aproximadamente y?llamadas whiskers, estas fibras son de un diámetro de 1 tienen una longitud de 20 ?m, son muy fuertes y son de carburo de silicio SiC, y son el 30% del contenido.
Como resultado de estos refuerzos la tenacidad y la resistencia al desgaste se ven incrementados notablemente, pero también estas fibras disminuyen su mayor debilidad la fragilidad.
Las cerámicas de nitruro de silicio son de mejor calidad que las de óxido de aluminio en cuanto a la resistencia a los cambios térmicos y a la tenacidad.
Nitruro Cúbico de Boro (CBN).
También conocido como CBN, es después del diamante el más duro, posee además una elevada dureza en caliente hasta 2000° C, tiene también una excelente estabilidad química durante el mecanizado, es un material de corte relativamente frágil, pero es más tenaz que las cerámicas.
Su mayor aplicación es en el torneado de piezas duras que anteriormente se rectificaban como los aceros forjados, aceros y fundiciones endurecidas, piezas con superficies endurecidas, metales pulvimetalúrgicos con cobalto y hierro, rodillos de laminación de fundición perlítica y aleaciones de alta resistencia al calor, redondeando se emplea en materiales con una dureza superior a los 48 HRC, pues, si las piezas son blandas se genera un excesivo desgaste de la herramienta.
El nitruro cúbico de boro se fabrica a gran presión y temperatura con el fin de unir los cristales de boro cúbico con un aglutinante cerámico o metálico.
Diamante Policristalino (PCD).
La tabla de durezas de Friedrich Mohs determina como el material más duro al diamante monocristalino, a continuación se puede considerar al diamante policristalino sintético (PCD), su gran dureza se manifiesta en su elevada resistencia al desgaste por abrasión por lo que se le utiliza en la fabricación de muelas abrasivas.
Las pequeñas plaquitas de PCD, son soldadas a placas de metal duro con el fin de obtener fuerza y resistencia a los choques, la vida útil del PCD puede llegar a ser 100 veces mayor que la del metal duro.
Los puntos débiles del PCD son básicamente los siguientes:
> La temperatura en la zona de corte no puede ser mayor a 600° C.
> No se puede aplicar en materiales ferrosos debido a su afinidad.
> No se puede aplicar en materiales tenaces y de elevada resistencia a la tracción.
> Exige condiciones muy estables.
> Herramientas rígidas.
> Máquinas con grandes velocidades.
> Evitar los cortes interrumpidos.
> Usar bajas velocidades de avance.
> Mecanizar con profundidades de corte pequeñas.
Las operaciones típicas son el acabado y semiacabado de superficies en torno usando el mayor rango posible (sección del portainserto) y el menor voladizo.



 HERRAMIENTA DE METAL DURO SOLDADA.
HERRAMIENTA DE METAL DURO SOLDADA.


 PARA EFECTUAR EL ROSCADO HAY QUE REALIZAR PREVIAMENTE LAS SIGUIENTES TAREAS:
PARA EFECTUAR EL ROSCADO HAY QUE REALIZAR PREVIAMENTE LAS SIGUIENTES TAREAS: EJE MOLETEADO.
EJE MOLETEADO.  PINZAS CÓNICAS PORTAHERRAMIENTAS.
PINZAS CÓNICAS PORTAHERRAMIENTAS.  Esquema funcional torneado esférico
Esquema funcional torneado esférico HERRAMIENTA DE RANURAR Y SEGAR.
HERRAMIENTA DE RANURAR Y SEGAR.

 TORNO PARALELO DE 1911
TORNO PARALELO DE 1911





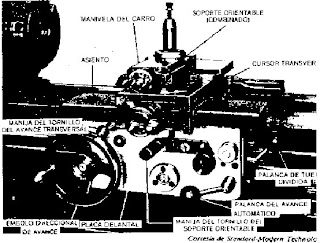
 EL TORNO TIENE CUATRO COMPONENTES PRINCIPALES:
EL TORNO TIENE CUATRO COMPONENTES PRINCIPALES:
